Every all-electric injection molding machine faces four engineering limits: how fast the motor responds, how stress builds inside the part, how narrow or thick a wall the machine can handle, and how gently the clamp can close at speed.
SPARK 4A is Chen Hsong’s answer to all four. It is a set of four patented core technologies, each starting with “A,” developed from the experience Chen Hsong has built since producing its first all-electric machine in 2001.
Every all-electric injection molding machine faces four engineering limits: how fast the motor responds, how stress builds inside the part, how narrow or thick a wall the machine can handle, and how gently the clamp can close at speed.
SPARK 4A is Chen Hsong’s answer to all four. It is a set of four patented core technologies, each starting with “A,” developed from the experience Chen Hsong has built since producing its first all-electric machine in 2001.
On a thin-wall part, the plastic cools almost the instant it touches the cold mould. If the motor takes too long to reach injection speed, the melt solidifies before it fills the cavity. That is a short-shot, and it is scrap.
Standard all-electric machines ramp their injection motor from standstill to 2,000 rpm in about 300 milliseconds. ABC does it in under 30 milliseconds. That is 10 times faster. The melt reaches the cavity before it has time to cool, the pressure curve stays square for micrometer-level V/P switchover, and dry cycle efficiency improves by 35% to 64% depending on the SPARK tonnage model.
The mechanical foundation is a high-rigidity, integrated injection base with full-range linear guide rails and a rotatable injection unit for easy operation and maintenance.

Residual stress in a moulded part makes it brittle, warps it after cooling, and causes it to crack in the field. The usual fix is slower cycles or post-mould annealing, both of which cost time and money.
ASRS monitors screw movement in under 1 millisecond and uses a patented counter-pressure mechanism to release internal stress automatically during the packing phase. Parts exit the mould structurally sound, with no warping and no stress cracking. Qualification rates go up, rejects go down.
Different plastics behave differently. PP flows easily; polycarbonate is highly viscous. A thin food container and a thick automotive housing need completely different pressure profiles. On most machines, the operator adjusts manually for each job.
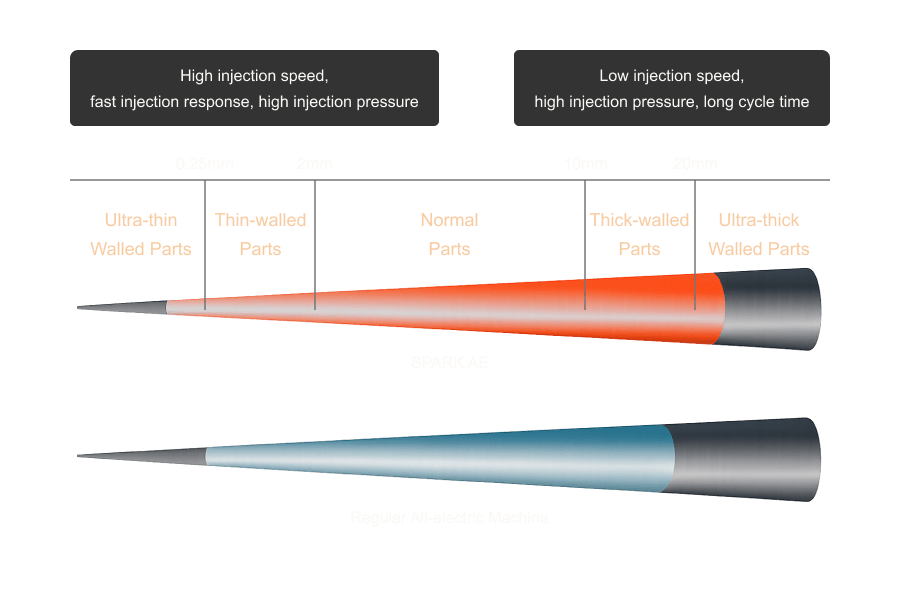
All-Adapt™ handles this automatically. The control algorithm identifies the material and wall-thickness profile, then shifts the machine’s performance to match. One machine covers ultra-thin-wall (0.25 mm) to ultra-thick-wall (20 mm) without manual retuning, with strict overflow prevention throughout.
When a heavy clamp slams shut at speed, it shakes. That vibration limits how fast the mould can safely close and open, and it wears the toggle and platens over time.
A×P uses precise electronics and floating-point algorithms to govern the ball screw during clamping. The acceleration curve stays perfectly smooth, so the mould closes gently and evenly at high speed. The same approach saves energy, reduces noise, and shortens cycles because the machine can run faster without the vibration penalty.
| Function | SPARK AE | SPARK EH | SPARK HB |
|---|---|---|---|
| Injection | Electric | Electric | Electric |
| Plasticising | Electric | Electric | Electric |
| Mold Clamping | Electric | Electric | Hydraulic |
| Ejection | Electric | Hydraulic | Hydraulic |
| Core-pulling | Adaptable | Hydraulic | Hydraulic |
| Injection Shift | Electric | Hydraulic | Hydraulic |
Four patented core technologies: Agile Boost Control (ABC), Auto Stress Release System (ASRS), All-Adapt (AA), and A×P with Floating Point Toggle. Each name starts with “A.”
e-Drive™ adds an electric servo motor for screw rotation to a hydraulic machine. SPARK is a dedicated all-electric or hybrid platform where injection, plasticising, and (on AE and EH) clamping are all driven by electric servo motors. SPARK 4A is the technology set designed specifically for electric-drive architecture.
All-Adapt™ (AA) covers 0.25 mm (ultra-thin-wall) to 20 mm (ultra-thick-wall) on a single machine. The control algorithm automatically adjusts pressure profiles for different materials and wall thicknesses.
SPARK AE for cleanroom, medical, or zero-oil-contamination applications. SPARK EH for general precision work with hydraulic core-pulling. SPARK HB for higher tonnage (up to 1,200T) where hydraulic clamping force is needed alongside electric injection precision.
Have a question that is not covered in the FAQ? Our AI assistant can help you find answers, products, or the right next step.